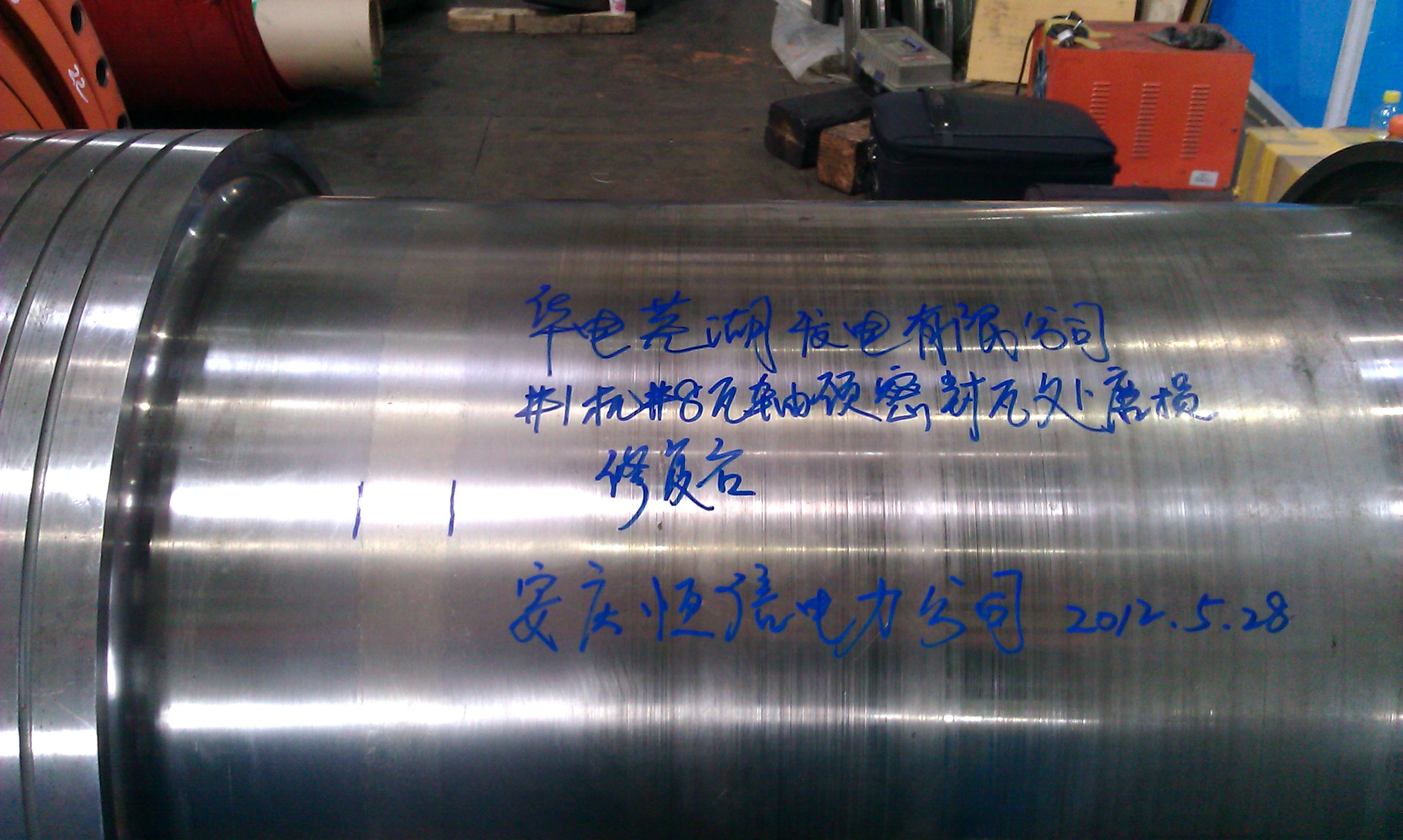
微脉冲冷焊工艺可将储存于电容器中的电能在瞬间通过脉冲电弧的形式释放于钨极与工件之间,温度极高的电弧使金属材料组成的工件和焊丝迅速熔化而熔接在一起,达到焊补目的。这种焊补方法的特点是:时间很短,发热量很小。本焊机可在几十毫秒内完成焊丝和工件熔接过程,所以就工件基体来说,发热量极少,焊点以外的材料温升不大,所焊接面不会产生退火、变色、变形等现象。由于每个焊接脉冲产生的熔池体积小于2mm,其形成的应力也较小。虽然一项焊补需要很多个熔池组合起来,但由于焊点的应力方向分散,工件受到的集中应力极小,所以焊补后基体永无变形、产生裂纹、咬边等现象。焊接材料与基体实现真正冶金结合,结合强度及致密度高等多种优点。是现场修复汽轮机、发电机转子轴颈磨损、划伤沟槽的首选工艺。
 
|