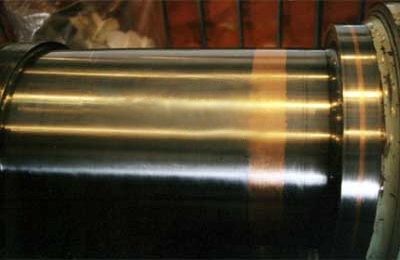
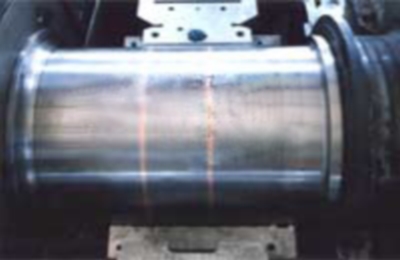
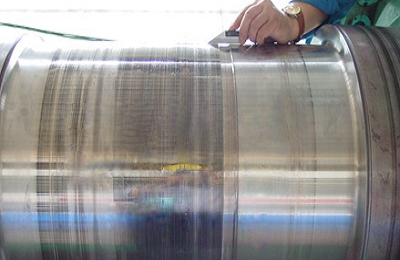
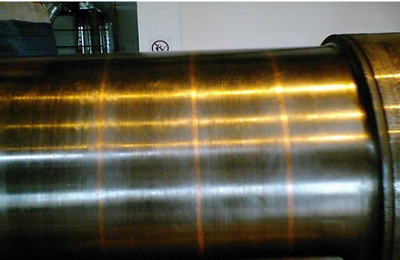
汽轮机、发电机转子轴颈拉伤及磨损的电唰镀修复技术
电刷镀修复技术其原理就是金属离子在直流电源的作用下得到电子被还原成金属原子直接在母材的金属晶粒上结晶为金属。常规的刷镀工艺选择的材料是镍金属,其安全厚度在0.5mm 以内,且其内应力为拉应力,当此应力超过其结合强度时造成起皮和脱落,原因是其残余应力随着厚度的增加而增大,无法满足轴颈沟槽修复的要求。我公司采用铜合金作为刷镀材料能在镀层达 2 mm ∽ 3 mm 内保持较低的残余应力且此应力为压应力,布氏硬度 HB 达到 240 (轴颈基体布氏硬度 HB 为 280 ),是修复拉伤沟槽的成熟技术。第一、选择铜合金作修复层,能保证轴颈被修复区域在正常磨损情况下能长期运行,不脱落,不起皮,不出现裂纹。第二、选择合金铜作修复层就是为了使其硬度与基体一致,不能选择比基体更硬的的金属作填充层,否则当再次磨损同一部位时可能会导致“块状”物掉下嵌入钨金瓦里磨损轴颈的其它表面(如喷涂工艺),或起皮、脱焊拉伤钨金瓦面(如脉冲闪焊工艺),造成恶性循环。而铜合金即使磨损也只是呈“粉状”掉下被油带走,不会对机组造成负面影响。轴颈的工作表面正常情况下是与油接触,其摩擦属于液体摩擦,所以填充轴颈磨损沟槽的金属考虑耐磨问题是次要的,主要是考虑正常运行情况下不会脱落和正常磨损后不能呈“块状”掉下。因为转子处在 3000R/min 的高速运转状态,所以只要有“杂质”磨损轴颈,即使是填充很硬的材料也会立即被磨掉。我们采用自己研制的铜合金修复被磨损的沟槽,目的是为了使其尺寸与基体相一致且椭圆度和锥度满足使用要求,增加轴颈的光洁度,改善油膜形成,均匀油膜的比压,降低轴瓦的运行油温。近十几年来的近百台机组运行实践证明这一方法可靠又实用,避免了轴颈车削后配非标准瓦和再次磨损后再次车削,轴颈强度受到威胁的难题。




|